 简体中文简体中文
简体中文简体中文

 |



热熔钻说明:
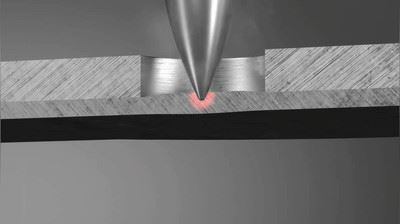
热熔钻由硬度高的碳化钨制成,钻头的成型部分由一个带有四个小平面的多边形组成,当钻头高速旋转时,这四个小平面与工件材料之间的摩擦产生巨大的热量,使材料成型。钻头设计成有一个几乎扁平的圆锥体,过渡到圆锥体,然后是圆柱体。钻头的圆锥和圆柱部分实际上是由上面提到的多边形组成的。钻头的圆柱形部分决定了孔的直径。
需求场合:
适用于以下场合:
★ 需要加长螺纹
★ 焊接搭档,多层换热器
★ 轴承座
★ 不锈钢建筑或金属家具的螺纹连接
加工优势:
1.无切屑,螺纹能承受拉力和扭力
2、无需切屑处理,无需清除废料。
3、凸台成型精度高。
4.适用于各种攻牙机。
5、速度快,寿命长,提高产量。
6.适用于多种热熔钻孔材料
产品规格:
热熔钻规格:
标准热熔钻头的直径范围为 2.0 毫米至 25.4 毫米。
热熔钻的规格尺寸一般是根据螺纹规格来区分的,常见的规格有:
公制粗/细牙(M):M3、M4、M5、M6、M8、M10、M12、M14、M16、M18、M20;
美制锥管螺纹:(NPT):1/8''、1/4''、3/8''、1/2''、3/4''。
英制直管螺纹:(BSP):G1/8、G1/4、G3/8、G1/2、G3/4;
美国粗/细牙:(UNC/UNF):No.4、No.5、No.6、No.8、No.10、No.12、1/4、5/16、3/8、7/ 16、1/2、9/16、5/8、3/4;
可根据用户需要定制特殊规格的热熔钻头。
产品分类:
1、按加工后表面分类:“标准热熔钻(圆口热熔钻)”和“平口热熔钻(刮边热熔钻)”
(1) 标准热熔钻(圆口热熔钻)
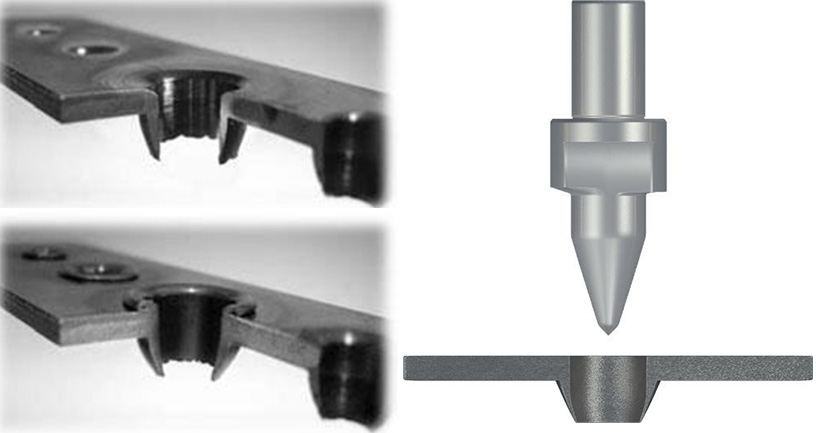
热熔钻头穿透工件,同时在工件表面形成凸环。凸台适用于螺纹密封或螺母垫圈。

(2)平口热熔钻(刮边热熔钻)。
热熔钻头的中间台阶部分用铣刀刃磨削。当热熔钻头穿透工件形成衬套时,工件表面的凸环被切除(铣削和倒角),使工件表面光滑。

2、fdrill热熔钻根据工件的厚度分为短钻和长钻
短钻:用于普通薄壁件。适用于穿透厚度为0.8mm-3mm的工件。钻头圆柱部分较短,挤压形成的孔呈圆锥形,可增强攻丝强度。
长钻头:用于厚工件或直孔。适用于穿透厚度大于3mm-12mm的工件。钻头的圆柱部分较长,挤压形成的孔也较长。

流钻工艺:
流动钻头以较高的轴向压力和合理的速度与材料接触。产生的热量使材料足够柔软和可延展,可以成型或穿孔。当流钻钻入材料时,一些被置换的材料在工件的上表面周围形成一个环。其余材料来自工件下表面的衬套。所有这一切都发生在几秒钟之内。所得轴环和衬套的厚度可达原始材料厚度的 3 倍。衬套的直径由流动钻具的圆柱部分精确确定。该过程不会扰乱材料的内部结构。因此,成型的衬套强度非常高,可用于轴承套筒,或者在单独加工螺纹时,可提供具有非常高拉出强度规格的高扭矩螺纹表面。
应用:
流钻工艺可用于材料厚度不支持螺纹表面或套筒轴承应用的任何应用。当您需要焊接或修复螺母或特殊嵌件时,请考虑流钻。您将提高质量并节省大量资金。
流动钻具可用于标准钻床、NC 或 CNC 系统,电机容量为 1.5 至 3.5 kw。所需的转速 (RPM) 范围为 1000 至 3500 RPM。
然而,成型丝锥提供了多种优势。对于延展性加工材料,螺纹成型可以提供更好的尺寸控制和更强的螺纹,同时提高刀具寿命和生产率。
与螺纹切削不同,螺纹成型过程中不会去除任何材料。相反,该过程会置换材料以生成螺纹形式。
由于金属的结构是沿螺纹轮廓进行冷加工的,因此生产的螺纹通常强度更高,并且具有光滑、抛光的表面光洁度。与传统丝锥相比,冷成型丝锥可以在更高的速度和进给下运行。
冷成型技术用于生产螺纹已有 100 多年的历史。水龙头设计在那个时候发生了很大变化。这与最新的涂层相结合,可确保在大多数应用中具有非常长的刀具寿命。
成型丝锥必须应用于冷成型良好的材料。这包括钢、不锈钢、轻金属、轻金属合金和其他抗拉强度达 1200N/mm2 的材料。通常,钻孔时会产生连续切屑的材料非常适合螺纹成型。
与 Formdrill 相结合,螺纹成型将提高质量和产量。
热熔钻说明:
热熔钻由硬度高的碳化钨制成,钻头的成型部分由一个带有四个小平面的多边形组成,当钻头高速旋转时,这四个小平面与工件材料之间的摩擦产生巨大的热量,使材料成型。钻头设计成有一个几乎扁平的圆锥体,过渡到圆锥体,然后是圆柱体。钻头的圆锥和圆柱部分实际上是由上面提到的多边形组成的。钻头的圆柱形部分决定了孔的直径。

需求场合:
适用于以下场合:
★ 需要加长螺纹
★ 焊接搭档,多层换热器
★ 轴承座
★ 不锈钢建筑或金属家具的螺纹连接
加工优势:
1.无切屑,螺纹能承受拉力和扭力
2、无需切屑处理,无需清除废料。
3、凸台成型精度高。
4.适用于各种攻牙机。
5、速度快,寿命长,提高产量。
6.适用于多种热熔钻孔材料
产品规格:
热熔钻规格:
标准热熔钻头的直径范围为 2.0 毫米至 25.4 毫米。
热熔钻的规格尺寸一般是根据螺纹规格来区分的,常见的规格有:
公制粗/细牙(M):M3、M4、M5、M6、M8、M10、M12、M14、M16、M18、M20;
美制锥管螺纹:(NPT):1/8''、1/4''、3/8''、1/2''、3/4''。
英制直管螺纹:(BSP):G1/8、G1/4、G3/8、G1/2、G3/4;
美国粗/细牙:(UNC/UNF):No.4、No.5、No.6、No.8、No.10、No.12、1/4、5/16、3/8、7/ 16、1/2、9/16、5/8、3/4;
可根据用户需要定制特殊规格的热熔钻头。
产品分类:
1、按加工后表面分类:“标准热熔钻(圆口热熔钻)”和“平口热熔钻(刮边热熔钻)”
(1) 标准热熔钻(圆口热熔钻)
热熔钻头穿透工件,同时在工件表面形成凸环。凸台适用于螺纹密封或螺母垫圈。

(2)平口热熔钻(刮边热熔钻)。
热熔钻头的中间台阶部分用铣刀刃磨削。当热熔钻头穿透工件形成衬套时,工件表面的凸环被切除(铣削和倒角),使工件表面光滑。
2、fdrill热熔钻根据工件的厚度分为短钻和长钻
短钻:用于普通薄壁件。适用于穿透厚度为0.8mm-3mm的工件。钻头圆柱部分较短,挤压形成的孔呈圆锥形,可增强攻丝强度。
长钻头:用于厚工件或直孔。适用于穿透厚度大于3mm-12mm的工件。钻头的圆柱部分较长,挤压形成的孔也较长。

流钻工艺:
流动钻头以较高的轴向压力和合理的速度与材料接触。产生的热量使材料足够柔软和可延展,可以成型或穿孔。当流钻钻入材料时,一些被置换的材料在工件的上表面周围形成一个环。其余材料来自工件下表面的衬套。所有这一切都发生在几秒钟之内。所得轴环和衬套的厚度可达原始材料厚度的 3 倍。衬套的直径由流动钻具的圆柱部分精确确定。该过程不会扰乱材料的内部结构。因此,成型的衬套强度非常高,可用于轴承套筒,或者在单独加工螺纹时,可提供具有非常高拉出强度规格的高扭矩螺纹表面。
应用:
流钻工艺可用于材料厚度不支持螺纹表面或套筒轴承应用的任何应用。当您需要焊接或修复螺母或特殊嵌件时,请考虑流钻。您将提高质量并节省大量资金。
流动钻具可用于标准钻床、NC 或 CNC 系统,电机容量为 1.5 至 3.5 kw。所需的转速 (RPM) 范围为 1000 至 3500 RPM。
然而,成型丝锥提供了多种优势。对于延展性加工材料,螺纹成型可以提供更好的尺寸控制和更强的螺纹,同时提高刀具寿命和生产率。
与螺纹切削不同,螺纹成型过程中不会去除任何材料。相反,该过程会置换材料以生成螺纹形式。
由于金属的结构是沿螺纹轮廓进行冷加工的,因此生产的螺纹通常强度更高,并且具有光滑、抛光的表面光洁度。与传统丝锥相比,冷成型丝锥可以在更高的速度和进给下运行。
冷成型技术用于生产螺纹已有 100 多年的历史。水龙头设计在那个时候发生了很大变化。这与最新的涂层相结合,可确保在大多数应用中具有非常长的刀具寿命。
成型丝锥必须应用于冷成型良好的材料。这包括钢、不锈钢、轻金属、轻金属合金和其他抗拉强度达 1200N/mm2 的材料。通常,钻孔时会产生连续切屑的材料非常适合螺纹成型。
与 Formdrill 相结合,螺纹成型将提高质量和产量。






